

SLS in Additive Manufacturing is used to convert 3D CAD designs into physical parts, in a matter of hours.
What is the Selective Laser Sintering definition? SLS stands for Selective Laser Sintering, a 3D printing or Additive Manufacturing (AM) technique. SLS uses a process called sintering, where powdered material is heated to near-melting temperatures, causing particles to bond together to form a solid.
SLS can use a wide variety of materials — most commonly nylon, but sometimes also plastics and metals.
Due to its ability to produce previously “impossible” parts (read on for more information) and the high recoverability of materials, SLS has been popular in industrial settings since its commercialization in the early 1990s.
SLS was initially developed in the 1980s by Carl Deckard and Joe Beaman under the sponsorship of the Defense Advanced Research Projects Agency (DARPA), a research and development agency of the U.S. Department of Defense.
While SLS technology is far from new, it’s still used primarily for industrial applications. The precise laser used in the SLS process enables highly accurate manufacturing, even of complex parts. For this reason, SLS is widely used for rapid prototyping and the production of low-volume custom parts.
On the other hand, the use of powerful lasers and powdered material made it impractical for most small scale or home use, particularly as SLS printers are substantially more expensive than other popular technologies such as Fused Deposition Modeling (FDM) 3D printers.
More recently, developments in powder bed fusion technologies have revived interest in SLS, which now falls behind FDM and Stereolithography (SLA) in popularity.
Selective Laser Sintering (SLS): Pre-Processing SLS Models
Every Additive Manufacturing (AM) technique has its limitations, and SLS (Selective Laser Sintering) is no exception. In particular, SLS is not suitable for printing sharp edges or thin walls, and designs that incorporate these features will need to be altered during pre-processing. For example:
- Parts with thin walls can be analyzed using a design product that includes a thin walls analysis feature. This feature simulates the printing process, helping the designer ascertain whether their design is likely to print successfully. If it isn’t, they can make appropriate changes before printing.
- For parts with sharp edges, designers can use their CAD software’s filleting feature to round those edges off in preparation for a successful print.
A couple of additional points to keep in mind:
- If a project incorporates overly complex geometries, designers can use geometry simplification tools during their data preparation for SLS to ensure their design is ready for printing.
- Equally, to save weight, many SLS parts are printed hollow, and designers can use automated tools to help them ‘hollow out’ their designs and include escape holes to allow unsintered material to be removed after printing.
- If working with fully-functioned design software, designers should use simulation modeling techniques to see how their design is likely to fare during the printing process and when subjected to real-world use.
Finally, before a 3D model is ready to print, it must be ‘sliced’ into 2D layers (also known as cross sections) which the SLS printer will use to guide its laser across each layer of powdered material. While some free ‘slicers’ are available to complete data preparation for SLS, their reliability may be questionable, and professional designers are advised to work with a recognized software package for their pre-processing needs.
If your organization develops applications that handle pre-processing for SLS printing, or you are an SLS machine manufacturer looking to add software to your portfolio, Spatial is here to help.
Leveraging over 35 years of 3D modeling expertise, Spatial provides comprehensive pre-processing functions that can be packaged into your software applications using our pre-built libraries. This is an ideal way to expand the existing functionality offered by your applications or hardware products and can help you differentiate your offerings from those of your competitors for sls 3D printing.
To find out more about how Spatial can assist, check out our industry-proven 3D Modeling Software Development Toolkits to get started.
The Process of SLS in Additive Manufacturing

The Selective Laser Sintering process resembles that of other powder bed fusion technologies in the following ways:
- A designer produces a 3D model using a Computer-Aided Design (CAD) program.
- The design is split into thin (2D) layers.
- The split design is sent to the SLS printer.
- A leveling roller spreads a thin layer of powdered material across the printer’s build platform.
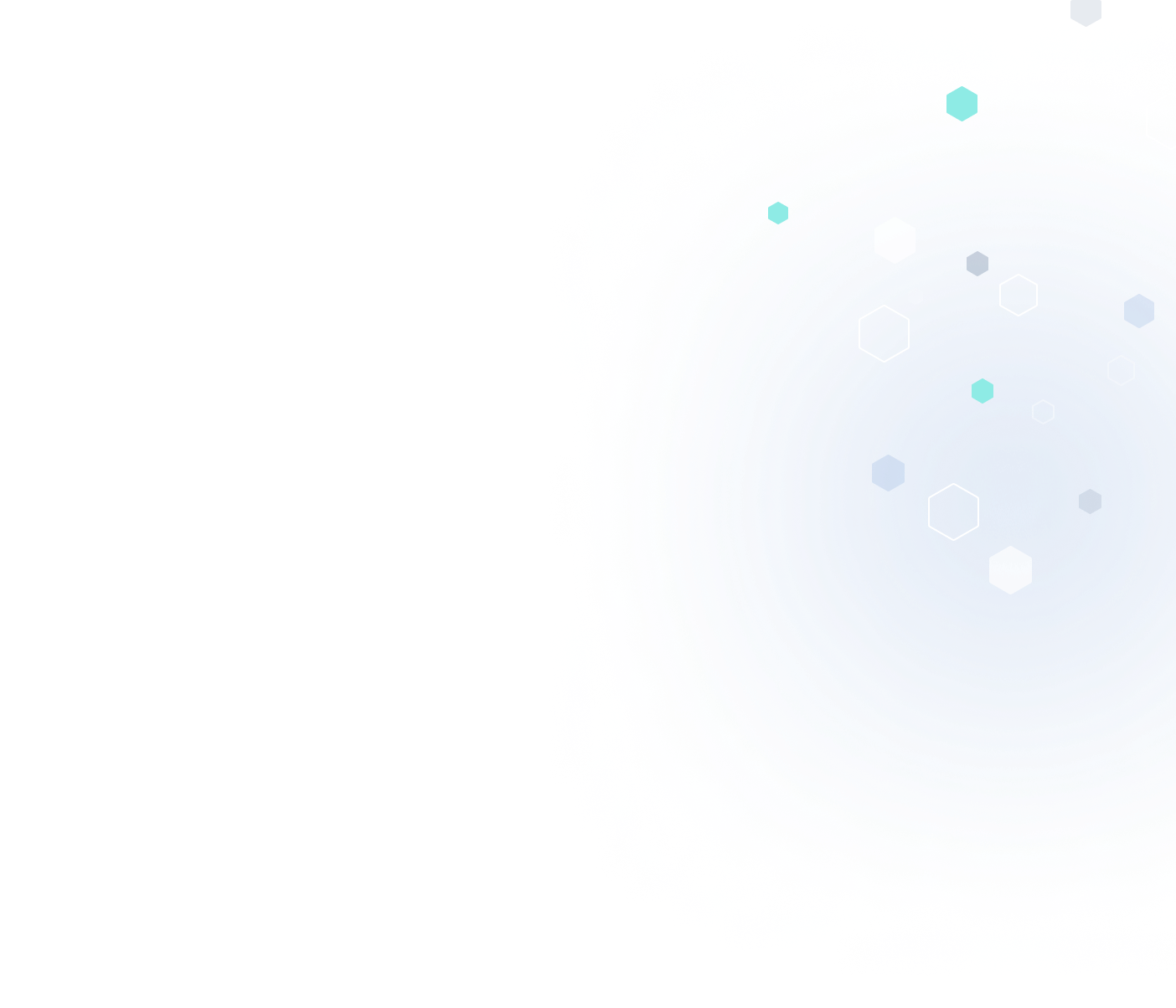
- A CO2 laser traces a cross-section on the material, heating and fusing it together.
- Once a layer is complete, the build platform is lowered to allow space for the next layer of powder.
- Unused material is recycled after each layer is finished.
- The SLS process is repeated, building layer-on-layer until the part is completed.
During the printing process, SLS parts are encompassed by unsintered powder. This extra powder supports the part during printing, removing the need for support structures.
Selective Laser Sintering: Post-Processing
The first step in SLS post-processing is part recovery. Newly SLS printed parts are encased in a porous cocoon partly sintered powder, which must be broken open to remove the part. While this process would be messy in a home environment, SLS is mainly used in industrial settings, where specially designed cleaning chambers are used that incorporate airtight enclosures with an inlet for compressed air.
Once cleaned, SLS-printed parts are examined and tested to ensure they meet the original specifications. Since SLS parts are prone to shrinkage and warping, this process must ensure each part is fit for purpose.
Finally, most SLS parts are dyed and/or coated to prepare them for real-world use. Dyes and coatings range from purely cosmetic to highly functional, including coatings that are:
- Scratch-resistant
- Reflective or non-reflective
- Polarized
- Durable
SLS Material Recovery
Recovering left-over material is an essential part of the SLS manufacturing process.
Since powdered material supports SLS parts during printing, far more powder is used than is needed for the actual part. However, because all powder within the build chamber is pre-heated to aid the sintering process, ‘used’ powder is less effective than unused powder for future SLS printing. Due to this, SLS printing experts recommend using a maximum of 50% recycled powder for any SLS printing project.
Different Types of SLS Systems
Fundamentally, there are two different types of SLS systems: industrial and desktop.
Industrial SLS Systems
Industrial SLS systems have been around for decades, and have been used by leading players in a wide variety of industries, including aerospace, automotive, and tooling. Industrial SLS systems use one or more high-powered CO2 lasers.
Due to their size and heat requirements, Industrial SLS systems require an inert environment to ensure powder does not oxidize. As a result, these systems also demand specialized equipment to manage air intake and removal. They also require an industrial power supply.
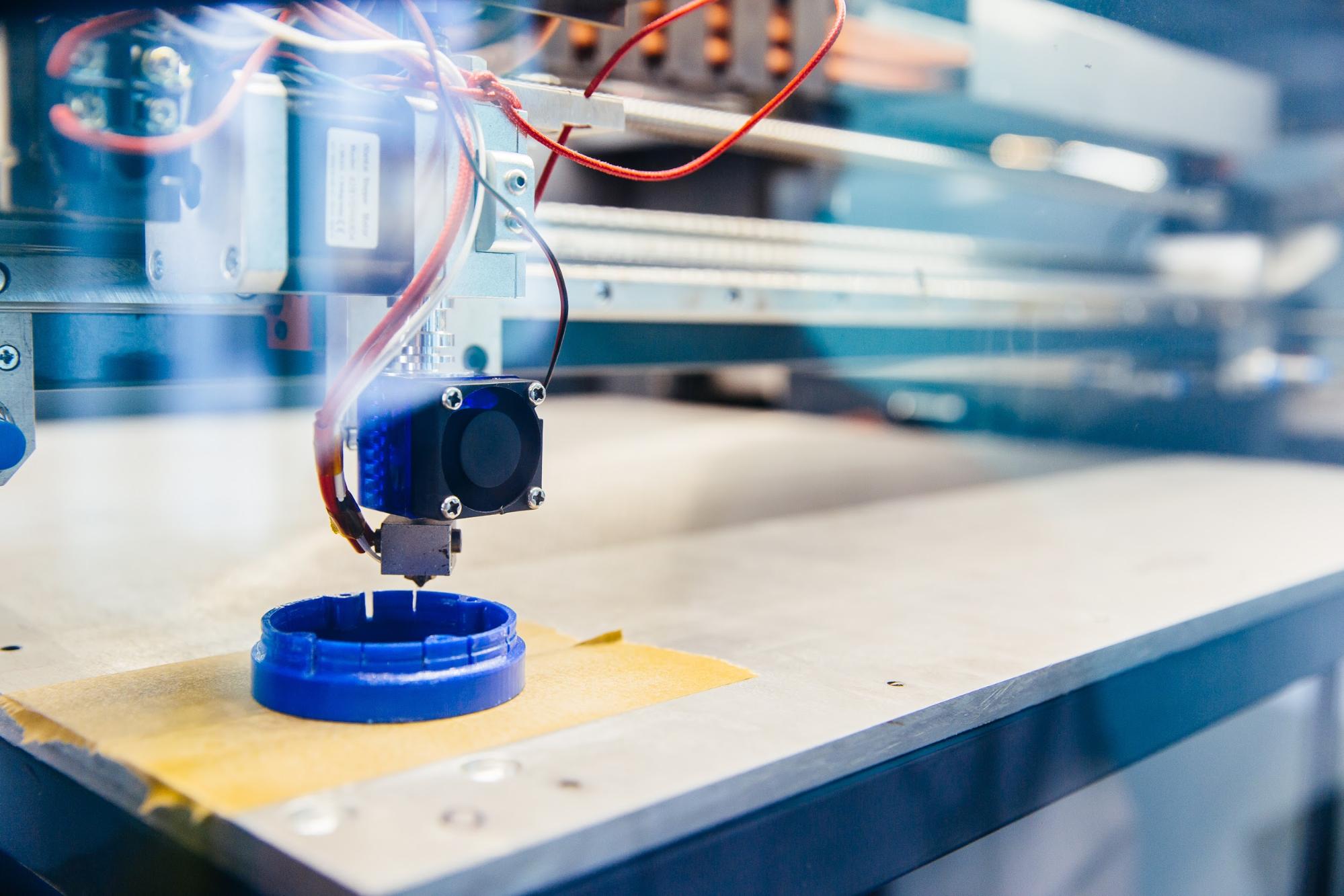
Desktop SLS Systems
Desktop SLS systems use a similar process to industrial systems but are packaged into a machine that can easily fit into a small business or hobbyist environment. These systems use lower-powered diode or fiber lasers rather than CO2 lasers, which is partly responsible for their reduced cost.
Due to their smaller size, desktop systems also require less heat for the sintering process, removing the need for specialized air management systems and enabling them to run on standard AC power.
SLS Materials
The term SLS typically describes plastic-based sintering, although it can also be used as a catch-all term for sintering of materials that include plastics, metals, glass, ceramics, and composite materials. The process remains similar across all materials, although the temperature needed for the sintering process varies.
When SLS is applied to metals, the term direct metal laser sintering (DMLS) is typically used. The process is exactly the same as described earlier in this article, but the sintering process requires significantly more heat than plastic-based sintering.
SLS Advantages and Disadvantages
Like any manufacturing process, SLS has both advantages and disadvantages.
SLS advantages include:
- Self-supporting. As SLS parts are built, hollow spaces are filled with unsintered powder. As a result, SLS prints are self-supporting and don’t require additional support structures.
- Design freedom. Because there’s no need for support structures, designers have far more freedom to create parts that fulfill their objectives without worrying about manufacturing feasibility. As a result, many parts that were considered ‘impossible’ due to the constraints of traditional subtractive manufacturing techniques can now be made using SLS Additive Manufacturing.
- Speed. Since the nylon powder used in SLS only requires very brief laser-exposure to be sintered, SLS printing is among the fastest 3D printing technologies. Unlike other techniques such as FDM, with SLS, there is practically no tradeoff between printing speed and ensuring high quality.
- Easy to dye. SLS prints are naturally porous and absorb moisture and other liquids easily. This porous nature makes SLS parts ideal for coloring, particularly when using a hot bath process.
SLS disadvantages include:
- Porous and brittle. The porous nature of SLS parts can compromise their structural integrity. While they typically have excellent tensile strength, SLS parts are inflexible and can fail under relatively low levels of deformation. For this reason, SLS prints are often used as proof-of-concept prototypes. SLS-produced parts can also have a rough surface finish.
- Prone to shrinkage and warping. The nylon powder used in SLS is subjected to high temperatures during sintering and subsequently cools rapidly. As a part cools, it also contracts, which can lead to inaccuracies in printed parts — most often in sharp edges and corners.
- Waste. While powder from SLS printing can be reused, most SLS experts recommend using a maximum of 50% recycled powder in future prints as noted above. As a result, there is always an element of wastage in the SLS printing process.
- Cost. Even a desktop SLS printer can cost between $5,000 - $40,000 — far more than comparable printers that use other AM techniques. As you would imagine, industrial-scale SLS printers become very expensive, very quickly.
When to Use SLS
The most popular use of SLS is in rapid prototyping, where its speed and self-supporting nature make it ideal. SLS makes it easy for designers to create and test a wide range of prototypes without being constrained by the need to include structural supports or use more traditional manufacturing techniques such as injection molding.
Which Industries Rely on SLS?
Due to the advantages it confers, SLS has been heavily used in the aerospace, automotive, and medical industries.
Where aerospace and automotive manufacturers use mainly metal and composite powders to achieve high levels of durability, medical manufacturers usually prefer thermoplastic polyurethane (TPU) — a flexible and highly durable plastic with excellent mechanical properties, durability, and resistance to oils and chemicals.
SLS is typically used in circumstances where price is not the major consideration, at least in terms of purchasing capital equipment. SLS systems can be extremely expensive, which is a major reason why the process is mainly used in industrial settings.
However, capital expense aside, manufacturers that produce lots of low-volume parts — e.g. prototypes — can actually save on costs with SLS. SLS is widely used to produce low-volume and bespoke parts, largely because it makes it easy to produce these without the considerable expense of tooling.
Common use cases include:
- Custom tools and fixtures
- Fuel tanks
- Air ducts
- Architectural models
- Flight rated components for unmanned aerial vehicles
- Automotive designs
- Artistic sculptures
What’s Next for SLS?
Right now, SLS is primarily limited to industrial uses — primarily due to the high cost of SLS 3D printers, but also due to the use of powerful laser and powdered materials. For now, if you are a hobbyist or home creator, other techniques like FDM and SLA are more affordable options. In industrial settings, however, SLS systems can be extremely valuable.
As with all AM techniques, however, SLS relies on the manufacturer’s ability to produce highly accurate and optimized 3D models. And, given the limitations of SLS — particularly its inability to print parts with thin walls or sharp edges — certain software functions are essential for creating and optimizing those models.
To find out how Spatial can help you build powerful SLS functionality and comprehensive, pre-built libraries into your hardware and software solutions, contact us today.




.jpg?width=450&name=Application%20Lifecycle%20Management%20(1).jpg)












