
新しい紙を用意して、紙飛行機を作るように半分に折ります。折った紙を目の前のテーブルに置きます。 どうなるでしょうか?
おそらく、半分に折った紙はフラットにならないでしょう。折り目をつけても、上半分が下半分から浮いてしまうのです。
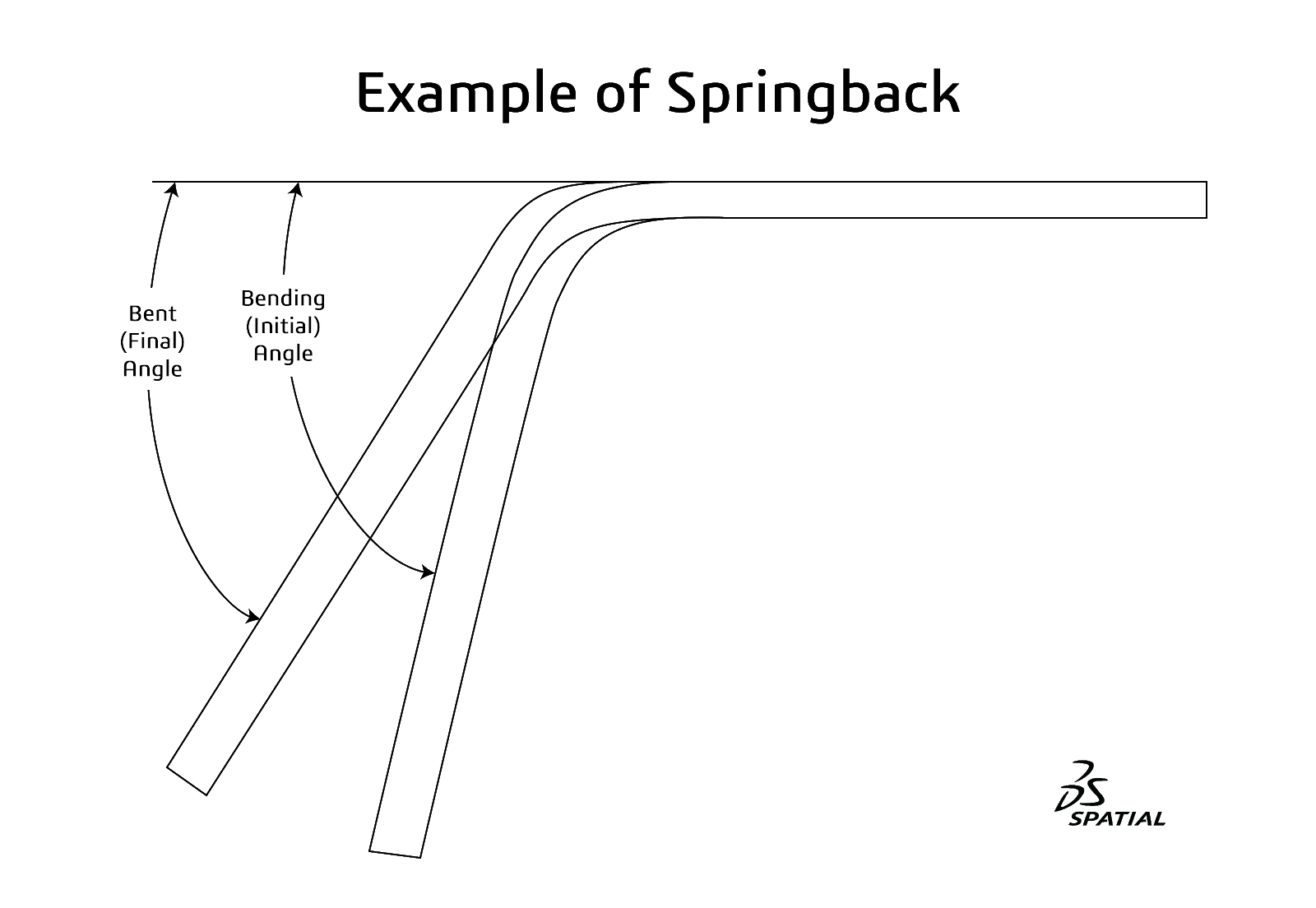
これはスプリングバックと呼ばれる現象で、素材を曲げると元の形に戻ろうとする性質があるためです。
スプリングバック補正はなぜ起こるのか?
スプリングバックは、あらゆる素材で発生します。紙飛行機を折っているときなら気にならない程度ですが、板金部品を加工しているときを想像してみてください。板金を特定の角度に曲げた場合、スプリングバックが発生すると、完成品がその形状を維持できなくなります。これは、特に複雑な形状の製造工程では大きな問題となります。
幸いなことに、スプリングバックは予測可能です。これは、材料の種類、厚さ、適用される曲げの量、および成形プロセス(スタンピングやロール成形など)によって異なる材料の特性です。予測可能であるため、金属製造で使用されるツールとプロセスは、スプリングバックを克服するように設計できます。これはスプリングバック補正と呼ばれます。
スプリングバックの分析と補正を怠ると、メーカーにとって深刻な結果を招くことがあります。成形後に過度のスプリングバックが発生した金属部品は、正しい形状にならないため、組み立て時に異なる部品が適切に組み合わされないことになります。その結果、完成品の品質が低下したり、不適合品の再加工や修理、あるいは廃棄に至ることがあります。これらはすべて、顧客満足度と収益性に悪影響を及ぼします。
この記事では、スプリングバックの原因、スプリングバック補正の様々なアプローチ、およびそれらの長所と短所について説明します。
スプリングバックの原因
材料のスプリングバックには2つの主な原因があります。1つは分子レベルでの圧縮力と引張力に関係し、もう1つは材料の応力とひずみの特性に関係します。
板金を曲げると、曲げの内側の分子は圧縮され、曲げの外側の分子は引き伸ばされます。圧縮された分子は互いに押し広げようとし、引き伸ばされた分子は互いに引き戻そうとします。これがスプリングバックです。
応力-ひずみの観点から、スプリングバックは、曲げの量と種類、および材料の物理的特性に応じて発生します。 曲がっていない板金では、原子間の力が釣り合い、材料が安定した状態を保つように原子が配置されます。 材料を少し曲げると、原子の力のバランスが崩れ、材料を手放すと、原子の力によって材料が元の形状に戻ります。 これは弾性変形と呼ばれ、材料は永久的な変化なしに元の形状に戻ります。
次に、材料を降伏点を超えて曲げます。降伏点では、原子が新しい安定した状態に再配置され、材料は元の形状に戻りません。 これは塑性変形と呼ばれます。 スプリングバックは、一部の原子が再配置されておらず、元の形状を復元しようとして弾性応力をかけているために発生します。
スプリングバックは、曲げ角度と曲げ半径の両方に影響され、曲げ半径が違えばスプリングバックの量も違ってきます。鉛筆の周りにシートメタルを曲げた場合(曲げ半径が小さい)と、スープ缶の周りにシートメタルを曲げた場合(曲げ半径が大きい)を想像してください。曲げ半径が大きいと、材料が急激に曲がらないため、材料の降伏点に到達しにくくなり、スプリングバックが顕著になります。
スプリングバックの補正策
板金加工で目的の形状を得るためには、スプリングバックを予測して補正する必要があります。板金加工の現場では、いくつかの手法を利用できます。
- オーバーベンド:この技術では、スプリングバックによって材料が目的の角度(曲げ角度)になるように、設計された角度を超えて材料を曲げます。オーバーベンドの量(曲げ角度)は、材料の厚さ、目的の角度、物理的な材料の特性(軟鋼と高張力鋼、鋼とアルミニウムなど)を考慮した数式で決めることができます。プレスブレーキを使用する場合は、パンチの角度をダイよりも小さくして、材料とダイの底面との間に空隙を作る「エアベンディング」という方法で曲げ加工を行います。
- リベンド:スプリングバックは、材料を繰り返し曲げることで克服できます。しかし、この方法では、曲げた部分で材料が弱くなったり、損傷したりする金属疲労が発生します。
- 成形力の増加:スプリングバックを克服するためには、曲げ加工時に材料にかかる力を大きくする必要があります。プレスブレーキを使用する場合は、材料を金型の底まで押し込む(コイニングとして知られるプロセス)ことになります。しかし、この方法はエネルギーを必要とし、機械の能力以上の力を必要とする場合があり、また、圧力の増加は素材を弱くしたり、傷つけたりする可能性があります。
スプリングバック補正を現場で行うと、時間がかかり(生産性の低下)、計算が間違っていると不正確になるというデメリットもあります。さらに、機械ごと、部品ごとに違いがあるため、板金成形時のスプリングバック補正は、加工品ごとに試行錯誤を繰り返すことになり、フラストレーションとコストがかかります。
CADのスプリングバック補正
より良い方法は、オペレータがピース単位のスプリングバック補正を行う必要がないように、成形部品(パンチ、ダイ、その他の成形ツールの機能)を適切に設計することです。
コンピューター支援設計(CAD)ツールを使用してスプリングバック補正用の成形ツールを設計すると、製造現場でツールを作成して使用する前に、シミュレーションによる設計のテストが可能になるという利点があります。 このようにして、成形工具部品を製造する前に工具設計を最適化できるため、無駄な時間と材料を削減できます。
ただし、CADでスプリングバックをシミュレートすることには独自の課題があります。 まず、板金の物理的特性(材料の「弾力性」を決定する最小曲げ半径や弾性率など)を知る必要があります。そのためには、その素材に適したCADデザインライブラリを用意する必要があります。
また、金属成形のようなダイナミックなプロセスをCADでシミュレーションする場合、有限要素解析(FEA)と呼ばれる手法が必然的に必要になります。これは、シミュレーション対象の材料を小さな仮想のピース(「有限要素」)に切り分け、要素間の力の相互作用を推定するものです。精度を高めるためには要素をできるだけ小さくする必要がありますが、そうすると要素の数が増え、解析に必要な計算量も増えてしまいます。設計者は、精度と解析時間のバランスを取る必要があります。
もう1つの課題は、このようなFEA実行から生じる変形が、メッシュまたはFEA要素に直接対応するフィールドであるということです。そしてこれはオリジナルのCADモデルではありません。最近では、CGM(Convergence Geometric Modeling)と呼ばれるモーフィング演算子が開発され、この変形ベクトルフィールドをCADモデルに適用することができるようになりました。これにより、与えられた材料、形状、成形方法に対するスプリングバック対策のための設計最適化のループを閉じることができます。
スプリングバックは避けられませんが、適切な設計と計画によって補正することができ、常に完璧な形状を得ることができます。










.jpg?width=450&name=Application%20Lifecycle%20Management%20(1).jpg)






